|
Rundtisch HV-RTS für vertikalen und horizontalen Einsatz
|
|
belastbar
|
|
|
Typ
|
Ø
|
MK
|
A1
|
D
|
H
|
H1
|
A
|
B
|
E
|
Nuten
|
g
|
kg
Hor.
|
kg
Vert.
|
kg
|
HV4
|
110
|
2
|
58
|
110
|
72
|
80
|
138
|
118
|
11
|
3
|
-
|
35
|
18
|
8
|
HV6
|
150
|
2
|
78
|
150
|
80
|
102
|
205
|
163
|
11
|
3
|
17
|
40
|
20
|
13
|
HV8
|
200
|
3
|
100
|
205
|
102
|
135
|
265
|
219
|
14
|
3
|
17
|
80
|
40
|
27
|
HV10
|
250
|
3
|
106
|
254
|
109
|
163
|
321
|
276
|
14
|
6
|
17
|
90
|
50
|
38
|
HV12
|
300
|
4
|
123
|
305
|
125
|
194
|
388
|
330
|
16
|
6
|
17
|
120
|
60
|
61
|
HV14
|
350
|
4
|
123
|
353
|
125
|
225
|
445
|
389
|
16
|
6
|
17
|
130
|
70
|
80
|
|
|
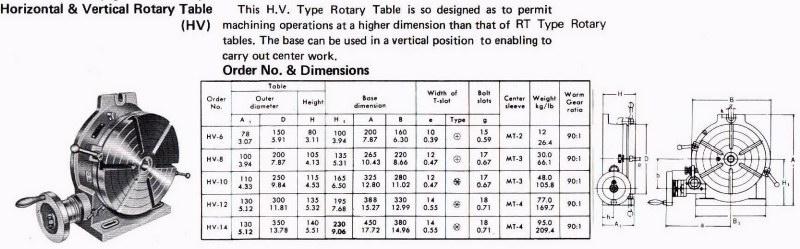
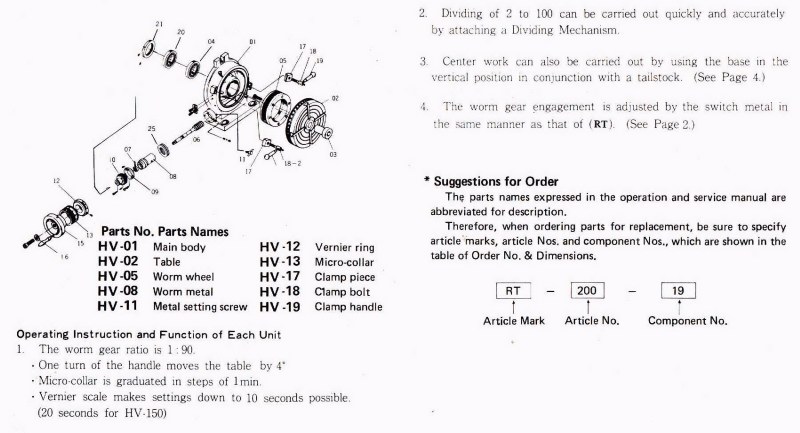
| Das Übersetzungsverhältnis des Rundtisches beträgt 1:90. |
|
|
Eine Kurbelumdrehung bewegt den Tisch um 4° |
| |
|
Am Skalenring ist eine Einstellung bis auf 10“ möglich (20“ bei Typ 150) |
| |
|
Durch die Anbringung von entsprechenden Lochscheiben (optionales Zubehör) sind Teilungen |
| |
|
von 2 bis 100 möglich |
| |
|
Ein vertikaler Einsatz in Verbindung mit einem Reitstock (optionales Zubehör) ist möglich. |
| |
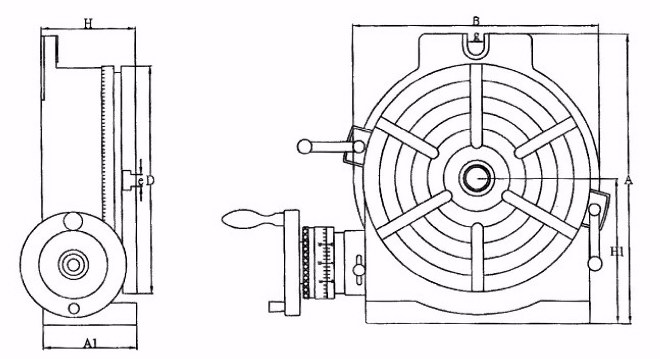
Bauteile:
01 Grundkörper
02 Rundtisch
05 Schneckenrad
06 Schneckenwelle
08 Exzenter
11 Einstellschraube |
12 Indikatorring
17 Klemmstück
18 Klemmbolzen
19 Hebel |
| Das zu bearbeitende Werkstück wird mittels T-Nutensteinen den dafür vorgesehenen |
|
| Für eine möglichst einfache Bedienung und schnelles Einrichten lösen Sie die Feststellschraube |
|
| des Exzentermechanismus und die beiden Klemmhebel (18+19). Durch Drehen des Indikatorrings |
|
| von Hand nach links, wird die Schnecke vom Schneckenrad getrennt. Dadurch ist es möglich, |
|
| den Rundtisch von Hand zu drehen. |
|
| Um Schnecke und Schneckenrad wieder zu verbinden, drehen Sie den Indikatorring (12) in die |
|
| entgegengesetzte Richtung und klemmen die Feststellschraube des Exzentermechanismus (11). |
|
| Nun kann die korrekte Position durch Tischdrehung mittels Handrad (15) eingestellt werden. |
|
| Nach dem Ausrichten des Werkstückes auf dem Rundtisch kann der Skalenring (09) und der |
|
| Indikatorring (12) auf ihre Null-Grad-Position eingestellt werden. (Stiftschrauben am Umfang des |
|
| Skalenrings und Indikatorrings lösen, auf Null einstellen und wieder anziehen). |
|
| Nach dem Einstellen der gewünschten Teilung sollte der Rundtisch (02) mittels Klemmhebel (18+19) |
|
| Beim Gebrauch des Rundtisches in vertikaler Position in Verbindung mit einem Reitstock ist unbedingt |
|
| auf genaue Ausrichtung und exakte Übereinstimmung der Führung mit den T-Nuten des Tisches zu achten. |
|
| Bei Gebrauch und Transport des Rundtisches müssen alle Funktionsflächen des Tisches sorgfältig |
|
| Um die Genauigkeit des Rundtisches zu erhalten, darf er keinen Stößen oder Schlägen ausgesetzt sein |
|
| Entfernen Sie nach jedem Gebrauch Späne und Kühlmittelreste und ölen Sie die Tischoberfläche ein, |
|
| um diese vor Korrosion zu schützen. |
|
| Die Schnecke ist regelmäßig zu schmieren. |
|
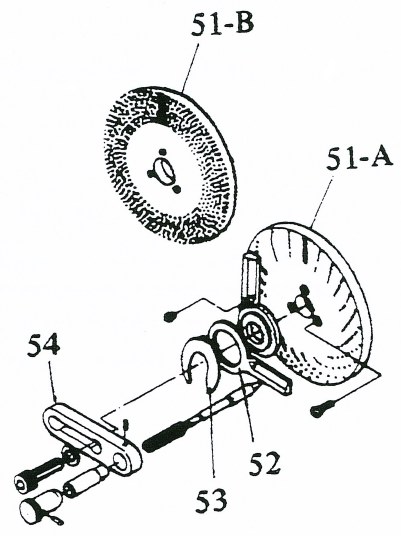
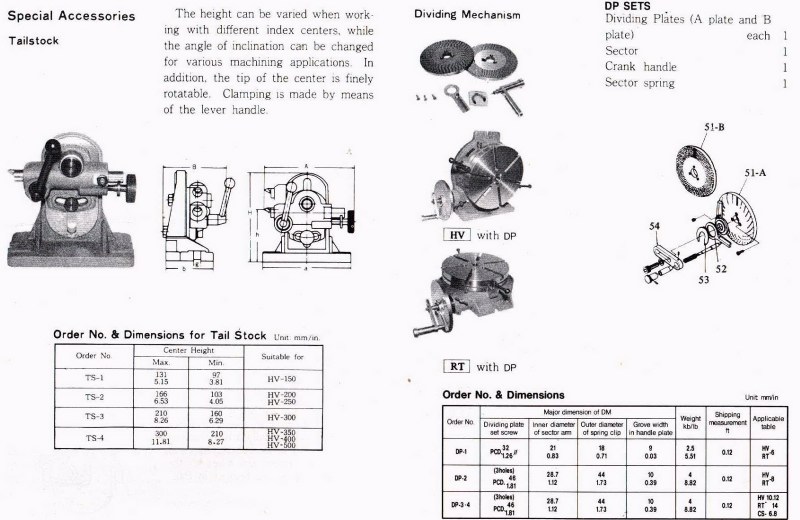
| Indexeinrichtung (optionales Zubehör) |
|
| Der Rundtisch kann mit einer Index-Einrichtung ausgestattet werden, bestehend aus Schere (52) , |
|
| Sektorarm und Stift (54), Federblech (53) sowie der Lochscheibe/den Lochscheiben (51) |
|
| für die gewünschte Teilung. |
|
| Eine Einteilung von 2 bis 100 kann schnell und einfach erfolgen. |
|
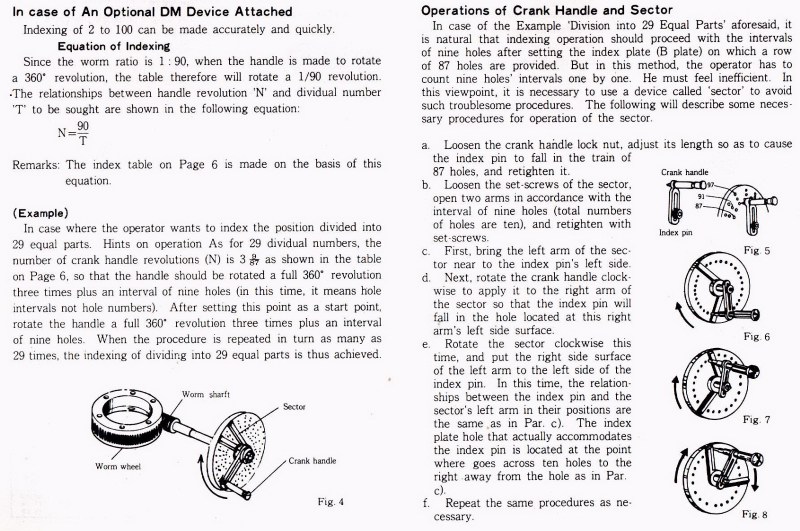
| Da das Übersetzungsverhältnis des Schneckengetriebes 1:90 beträgt, wird der Rundtisch |
|
| eine 1/90 Umdrehung vollziehen, wenn der Handgriff einmal um 360° gedreht wird. |
|
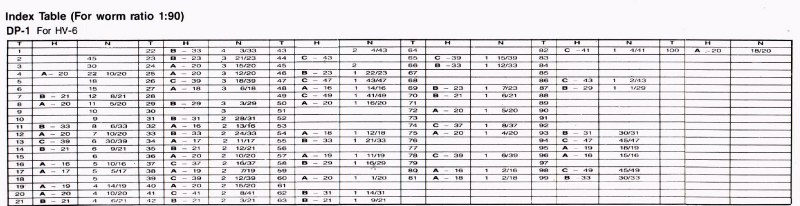
| Das Verhältnis von Handgriff-Umdrehung „N“ zur gesuchten Teilungszahl „T“ ergibt folgende Gleichung: N=90/T |
|
| Nach der Auswahl des Lochkreisdurchmessers und des entsprechenden Winkels der Schere, |
|
| ziehen Sie den Stift des Sektorarmes heraus und drehen zum Teilen den Sektorarm (54). |
|
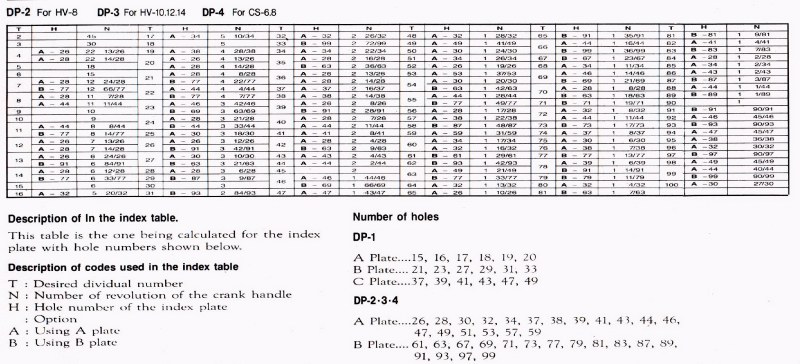
| Anzahl der Bohrungen der Lochscheiben: |
|
|
|
|
|
|
|
|
|
|
|
|
| 26,28,30,32,34,37,38,39,41,43,44,46,47,49,51,53,57,59 |
|
|
|
|
| 61,63,67,69,71,73,77,79,81,83,87,89,91,93,97,99 |
|
|
|
|
|
|
|
|
|
|
|
|
= 90° Übersetzungsverhältnis
= Zahl der Kurbelumdrehungen für eine volle Umdrehung des
Werkstücks |
|
|
= Zahl der Kurbelumdrehungen für einen Teilschritt (kann ein
Bruch, eine gemischte oder eine ganze Zahl sein |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
nK = |
i
T |
= 90 =
63 |
1 27 =
63 |
1 9
21 |
|
|
| Dies bedeutet, Die Teilkurbel muss 1 volle Kurbelumdrehung und 9 Lochabstände |
|
| auf dem 21er Lochkreis weitergedreht werden. |
|
| Original-Anleitung, englisch aber ausführlicher : |
|
|
|